
Last year we embarked on our most extensive build yet with the addition of Project BlownZ06 to the Power Automedia garage. Purpose-built to compete in Radial vs The World, Pro 275, and NMCA classes, this C7 Corvette Z06 is underpinned by a PMR Race Cars-built tube chassis and is suspended by Quarter-Max components up front and an RJ 4-link system in the rear.
On the powertrain side of things we’ve got an M&M Turbo 400 gearbox backing a Pro Line Racing-built 548 cubic-inch Hemi, which gets a healthy dose of boost from a ProCharger F3-136 or 143 centrifugal blower depending on the venue — a combination which yields well over three thousand horsepower.

At that output level it’s crucial that the headers are carefully considered for the task, not only for the sake of maximizing power, but to ensure consistent performance and the kind of durability that can handle the abuse that comes along with a season’s worth of passes down the eighth-mile. With the dimensional specifications in hand from Pro Line, we enlisted the experts at Burns Stainless to supply us with the hardware for a custom set of headers for the car. Here’s how it all came together. In addition, Pro Fabrication helped supply us with some trick header flanges.
ProCharged Hemi Breathing
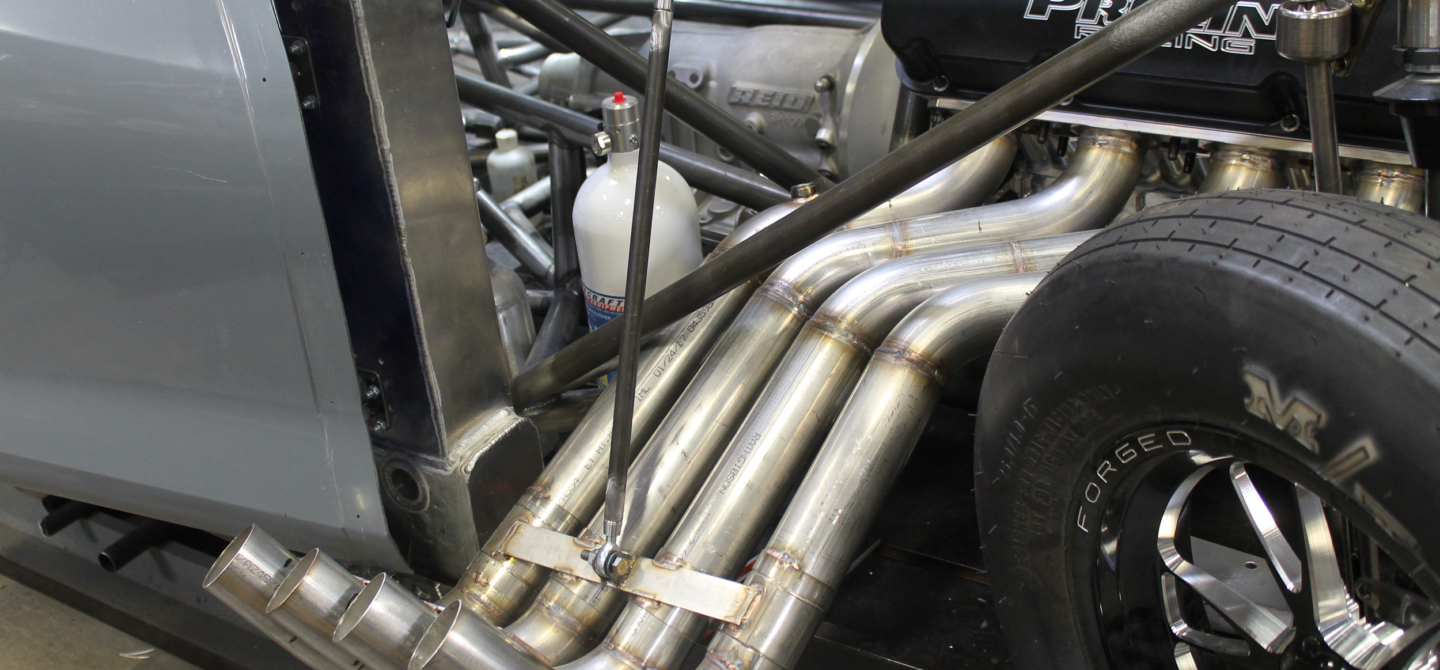
“On an engine that makes this type of power, the idea is to just get the exhaust gases out of there – you don’t want back pressure of any kind,” explains Chris Jones of Pro Line Racing. “Zoomie-style header design has become increasingly prevalent in recent years, mainly because power levels have been increased so much.”
To that end, we knew that we were going to need to custom fabricate our own Zoomies, and that meant partnering with the right companies for the right materials and assembly. Traditionally, this header design has been reserved for roots-style supercharged engines, but an increasing number of nitrous, centrifugal supercharged engines, and even naturally-aspirated builds have been going this route recently.
“ProCharger stuff is now in that 3,000-3,200 horsepower window, whereas back in the day a supercharger engine would have been lucky to make 2,000,” Jones adds. “So it has become a lot more critical to get exhaust just completely evacuated from the engine.”

The car's Pro Line Racing-built 548ci Hemi was built to deliver top end power, so rather than building any back pressure with the system, getting the exhaust gas evacuated immediately was the design priority for the header.
While this header configuration seems pretty simple at a glance, there are some considerations required to ensure the Hemi is running as efficiently as possible.
“The main thing is about not causing a restriction and making sure you’ve got enough pipe there to get everything out of the way,” Jones says. “What you tend to see these days is an oversizing of the pipes. An eighth of an inch over the size of the exhaust port used to be considered adequate for the piping, but now we’re seeing stuff that’s 3/8s or even a half-inch larger than the exhaust port. In essence that gives you a large chamber for the gases to open up in which, in theory, can aid evacuation from the exhaust port itself, since you’re creating something similar to a Venturi effect.”
One of the big things that we evaluated with this build was working with Burns to figure out the right diameter tubing that fit the sizing and specifications that Pro Line wanted. Typical sizing in a build like this is 2.5-inch, 2-5/8 or even larger. Burns makes all of these tubing diameters, but it was still up to Pro Line to help work with Burns and our team to spec out the optimum design, diameter, and materials.
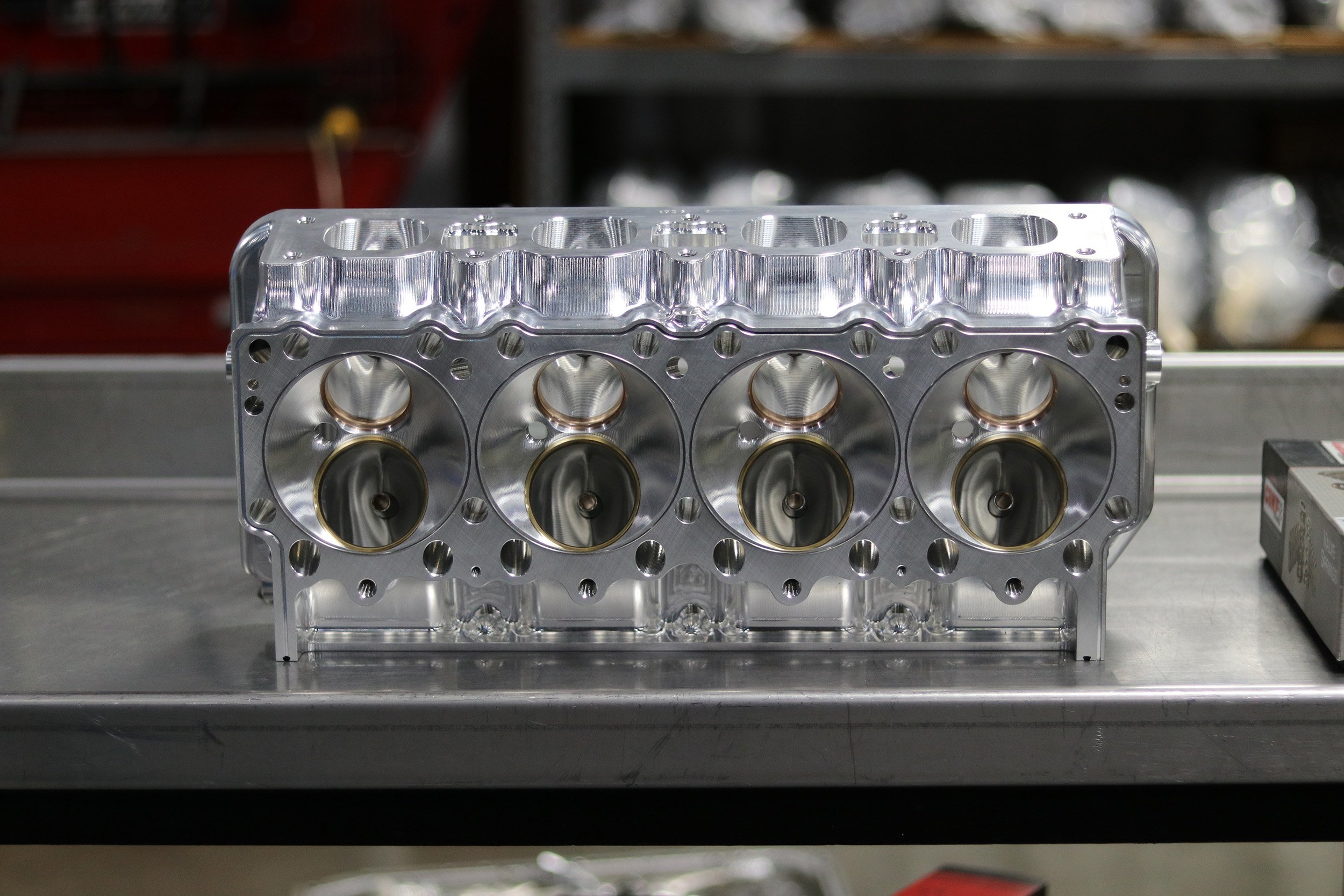
Exhaust valve and port size play significant roles when it comes to determining the header specifications for a Hemi of this stature.
“On our stuff we bias the exhaust valves much larger,” Jones tells us. “It makes a huge difference. We saw major power gains when we started going to a large exhaust valve. On our NHRA engines we’ve started to run bigger pipes on the turbo engines and it seems to help there too, surprisingly, and it doesn’t seem to hurt the setup as far as spooling is concerned. It’s still fairly early in the R&D stages for us in terms of what works with ProCharger setups and what doesn’t, but we’re seeing some really positive results from bringing some of the turbo stuff over to blown setups like this one.”
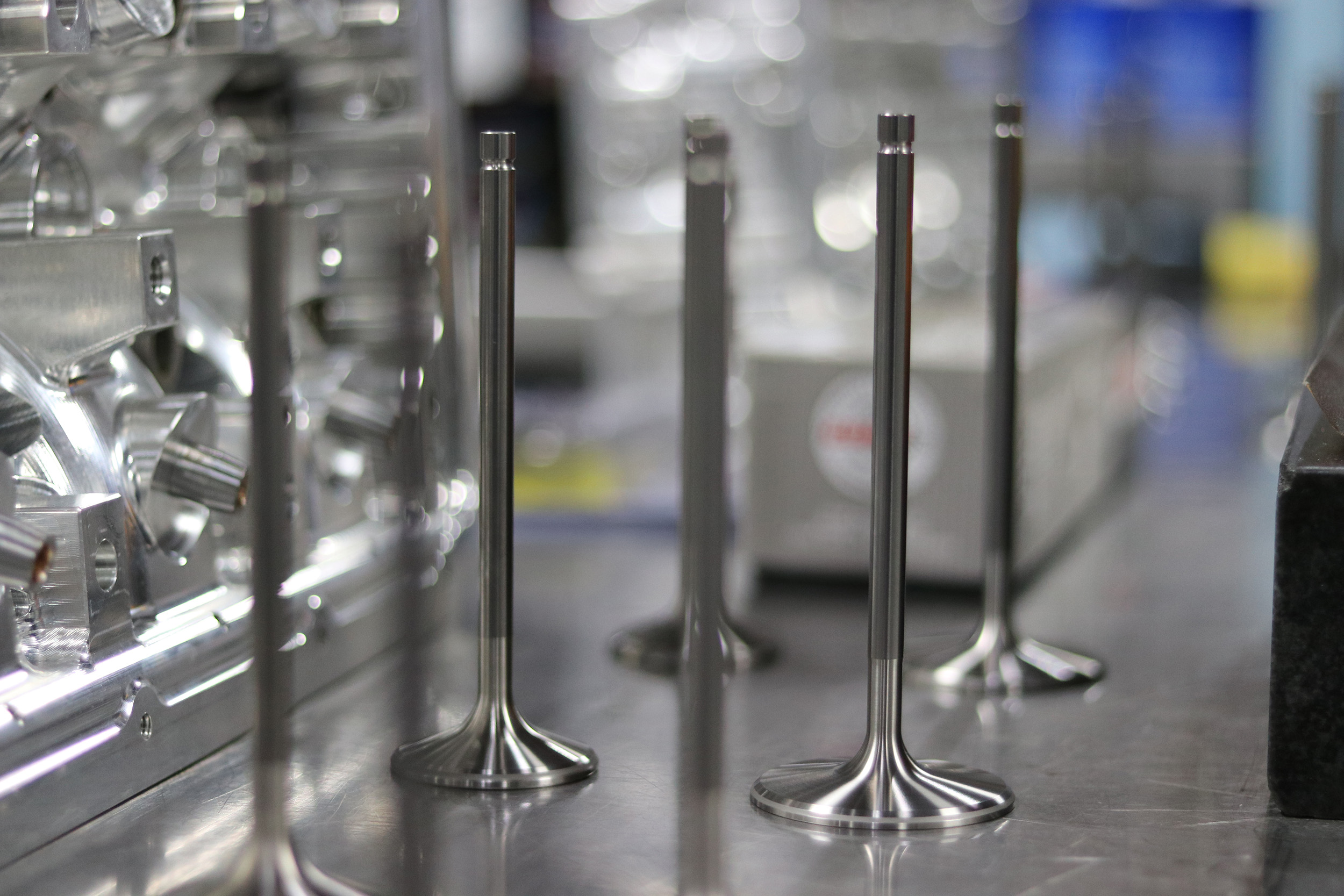
Bigger exhaust valves equate to bigger power on builds like these, Jones tells us.
That makes a whole lot of sense when you start to consider the demands of a drag racing setup, where low end power isn’t as much of a factor since the engine will be living in the upper RPM range throughout the vast majority of the run.
“Here the idea is absolute peak power and keeping the engine in its happy state,” Jones explains. “When it comes to low-end torque, it’s easy to trick the car with gearing to in essence multiply torque, so in an application like this, you’re really racing it on horsepower rather than torque. The one thing I can say as far as centrifugal operation in general is that it’s a little bit more progressive. Most roots cars are at 40 psi when they come to the line and they might make 45 or 46 psi throughout the run. With a centrifugal blower you have a curve more like a turbo because they just don’t make that same amount of boost down low – you’ve got to turn the blower really hard to get them to make boost and power.”
A Tailor-Made Header: Burns Stainless
For the tubing needed to put the headers together, we turned to Burns Stainless, who spec’d 2.625-inch pipes for the job working with Pro Line. The key here is the quality and grade of the materials, the thickness, and availability.
“One of the biggest differences between Burns tubing and some other competitors is the grade of tubing that we use,” says Vince Roman of Burns Stainless.
“Burns uses U.S.-sourced tubing that meets ASTM 249/269 specifications. This specification calls for full annealing after the tubing is formed. The benefit of a full anneal is that the material is much “softer” and can be formed more easily. When the tube is bent in a mandrel bender, the annealed material flows more readily, minimizing thinning in the outer wall of the bend as well as minimizing ovality in the bend.”
Burns also forms its tubing from rolled coil material that is welded and then bead-reduced. This forms a tube that is as strong — if not stronger — than seamless tubing, and the reduced bead allows for more precise bending.

Burns spec'd out 304 stainless steel tubing with 16g, 0.065-inch wall thickness to bolster the headers' resilience against the high levels of boost and vibration they will be exposed to.
“The material used was 304 stainless steel with 16g 0.065-inch wall thickness,” Roman adds. “Typically in drag race applications, we use 18g (0.049-inch wall), but with the heavy boost, the zoomies, and the expected vibration, 16g was chosen for durability.”
We had a lot of dialog with Burns and Pro Line on material thickness. It’s also a weight factor. With the 18g tubing that Burns normally uses, you have a high-quality, strong tube that has good durability an is lighter weight. The 16g tubing we chose is a little heavier for a blown/supercharged engines, does offer some strength advantages. Burns offers both tubings so you can work with them to choose it.


The completed set of Burns Zoomies is ready for show time. These were built and constructed using Burns 18g 2-5/8 stainless tubing.
Burns Header Tubing Parts List
| JB-250-40-16-304 | Mandrel J-Bend, 2-1/2″ OD tubing, 16g (0.065″ wall), 304SS, 12″ leg and 6″ leg, 4″ centerline radius |
| UB-250-40-16-304 | Mandrel U-Bend, 2-1/2″ OD tubing, 16g (0.065″ wall), 304SS, 6″ leg and 6″ leg, 4″ centerline radius |
| ST-263-16-304 | Straight Tubing, 2-5/8″ OD x 16g (0.065″ wall) |
| UB-263-40-16-304 | Mandrel U-Bend, 2-5/8″ OD tubing, 16g (0.065″ wall), 304SS, 6″ leg and 6″ leg, 4″ centerline radius |
| JB-263-40-16-304 | Mandrel J-Bend, 2-5/8″ OD tubing, 16g (0.065″ wall), 304SS, 12″ leg and 6″ leg, 4″ centerline radius |
| O2 RAD | O2 sensor bung, 18mm x 1.5 threads, radiused for easy welding to tube. |
| ACCES-1/8NPTBUNG | 1/8″ NPT bungs used for exhaust gas temp fittings. |
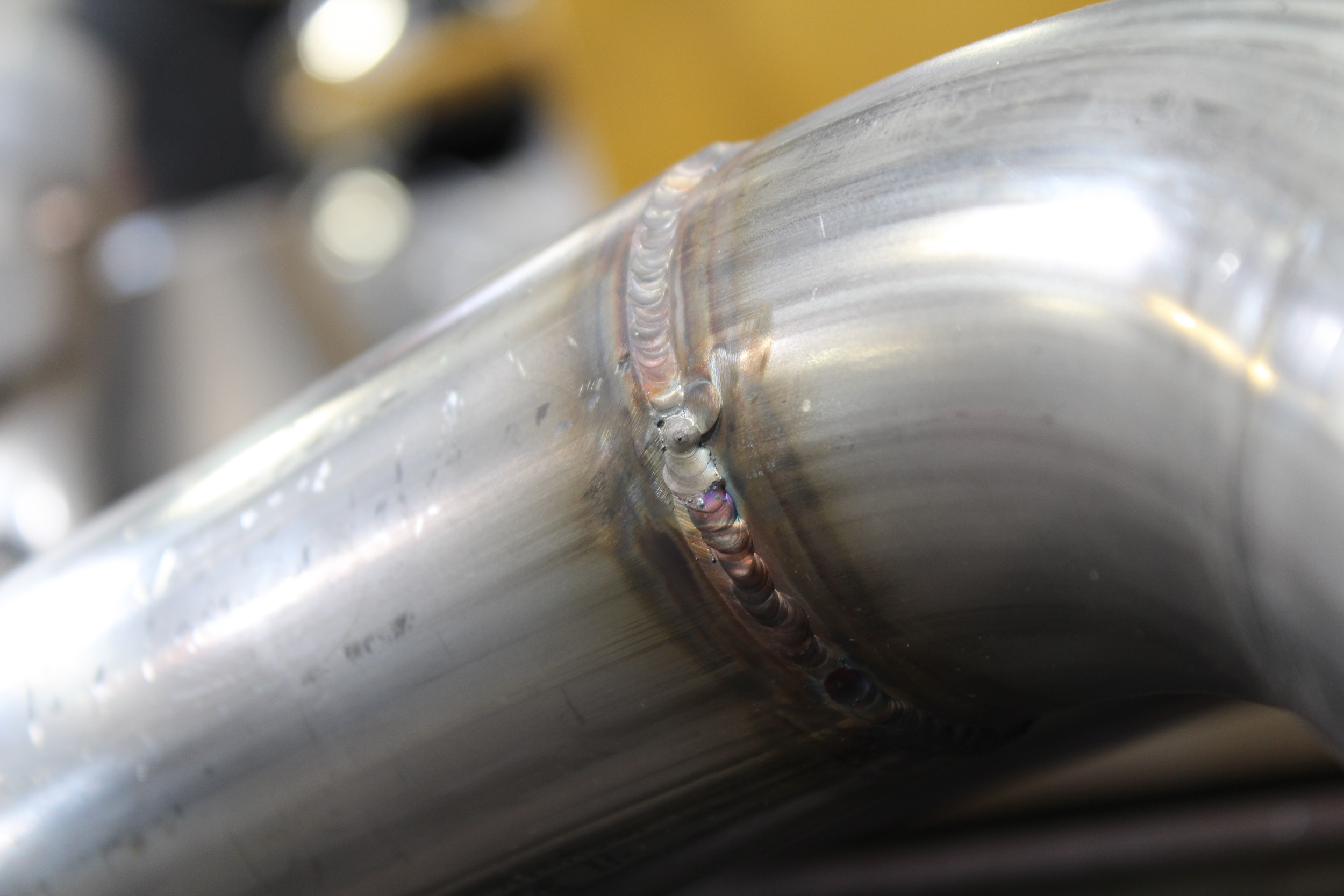
Those factors also played a part in the flange design that Pro-Fabrication brought into the mix. We utilized Pro Line-spec stainless flanges from Pro Fabrication. “These are all CNC-machined using 304L stainless steel,” says Steve Sousley of Pro-Fabrication. “And what’s a little bit unique about these is that it matches the port on the cylinder head side and then transitions within the flange to accept a round tube.” Sousley explains. “There’s two advantages here. With a butt weld, when you butt it up the way we’ve designed it, you should get 100-percent penetration on the weld. The other benefit is that when you use a normal 3/8-inch thick flange, for instance, and you’ve got a rectangular port, you’ve got to beat the material into the corners. You don’t have to do that here because it matches the port on the cylinder head side but it’s round on the other side, so you can put your tube right up onto it.”
“If you put the tube through the flange and weld it on the outside, you don’t have one 100-percent penetration,” Sousley explains. “You potentially have a crack already, because you’re only welding it to the outside, so the only penetration you’re getting is to the outside of the tube.”
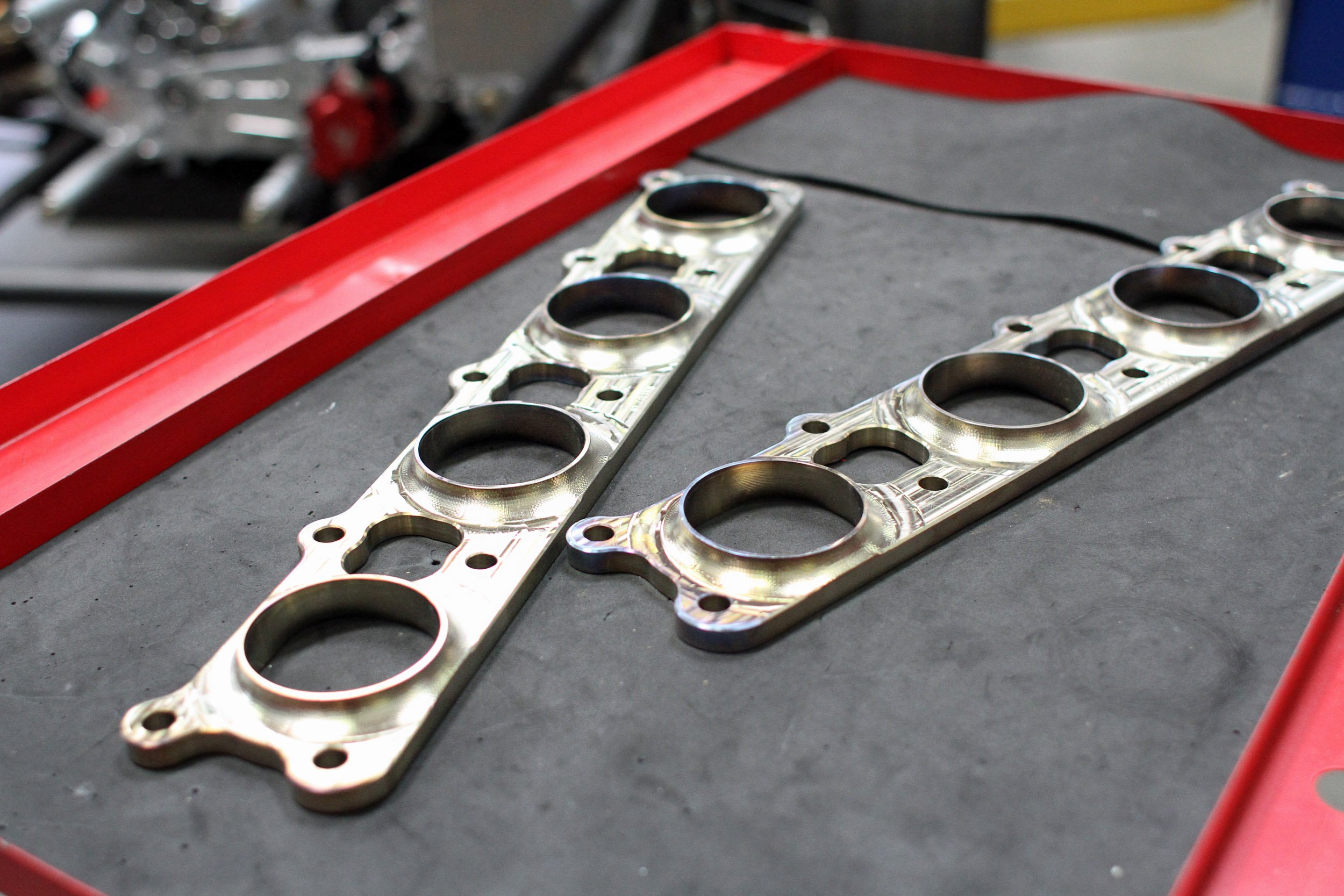
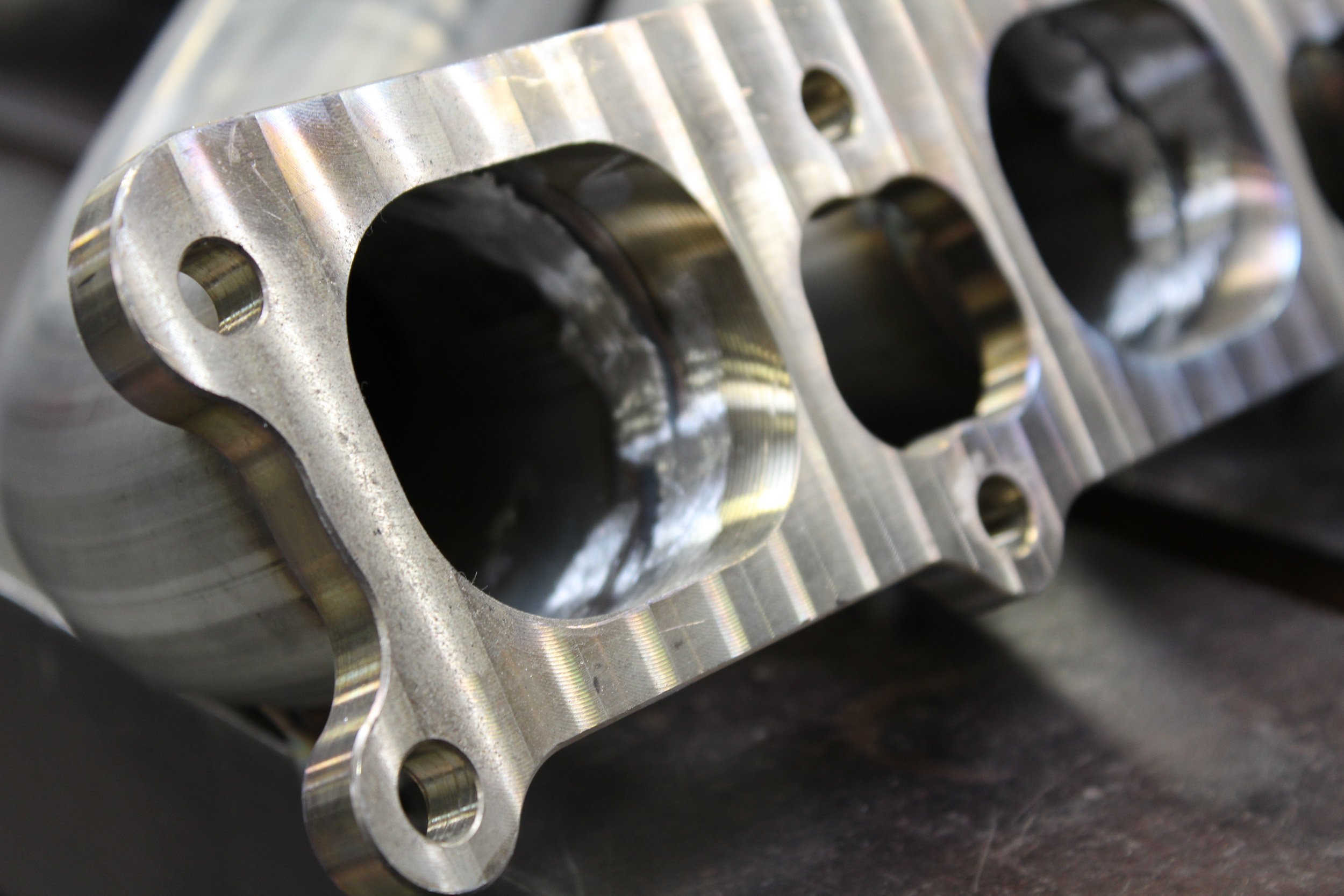
As with the tubing, the choice of Pro-Fabrication's CNC-machined flanges is based on maximizing durability in this demanding application. The design of these flanges will provide more rigidity than a laser-cut set would, and also allows for the boss design that facilitates a stronger weld.
All in All
All told, the result is a header that might appear simple at first glance, but actually packs a lot of clever design strategy that focuses not only on efficiency, but maximizes the life of the header in an application where it will see no shortage of abuse. Heat is not the issue in this kind of build – it’s the torque, vibration, and tire shake that can make a header fail in a drag racing application. That abuse often has racers welding on their headers mid-season to try and extend their use through the rest of the year. With the header situation sorted out we’re one step closer to getting Project BlownZ06 out to the staging lanes. While it’s tempting to try to get the job done in haste, sweating the details like we did here with the exhaust design keeps us on the path to a consistent, reliable, and fast race car.












