
 Powerglide: [pau̇(-ə)r glīd] noun. : A two speed transmission designed by General Motors available primarily on Chevrolet automobiles from 1950 through the early 1970’s.
Powerglide: [pau̇(-ə)r glīd] noun. : A two speed transmission designed by General Motors available primarily on Chevrolet automobiles from 1950 through the early 1970’s.
ATF Powerglide: [a-t-f pau̇(-ə)r glīd] PROnoun. : A completely new bulletproof automatic transmission loaded with top quality parts and features. Available in stages 1 through 5. The High Horsepower ATF stage 4 Powerglide is rated to 2,500 horsepower and is known to provide enough drive through the rear end to propel the host vehicle past other cars fast enough to suck the contingency stickers off them.
Automatic Transmission Factory (ATF) located in Davie, Florida, never seems to rest on their laurels. These are the folks that continue to push the envelope on machining some of the most creative transmissions to hit the track. Their 7,000 square foot facility is armed with a 12 lift garage and chassis shop with 2 HAAS CNC machining centers and a crew of diehard ASE certified technicians. Although they perform all manner of things related to automotive care, ATF has used its knowledge of transmissions and race cars to develop a line of specialized, purpose built, racing Powerglide transmissions.
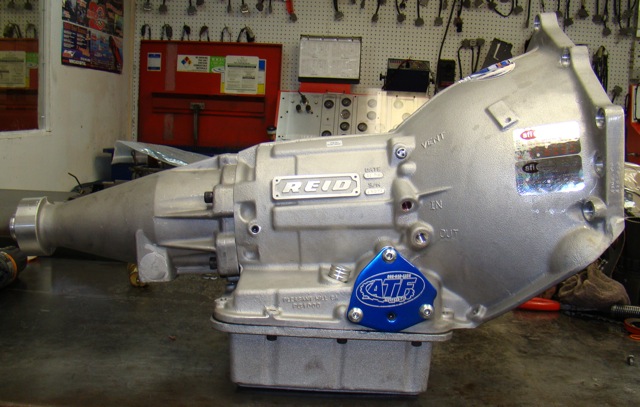
ATF's Stage IV High Horsepower Powerglide Transmission.
Automatic Transmission Factory owner Jason Gatlin, in addition to building and tweaking some of the strongest transmissions in the country, serves as crewchief for champion drag racer Jim Blair. The team of Gatlin and Blair entered Florida’s massive drag racing scene with a “just win baby” mentality that has rewarded the team with several championships across a couple different classes. With Blair behind the wheel and Gatlin setting the car up, the duo learned what it took to make record setting runs. Along the way, Gatlin continued to sharpen his already impressive skills as one of the premier transmission builders in high performance circles.
How We Got Involved
When it came time to pick a transmission for our Camaro, we wanted one that would work for serious drag racing and could be mounting behind any engine combination that we could hang in front of it. Blair and Gatlin’s success on the track was too hard to ignore, so we decided to go with ATF’s Stage 4 Powerglide. The GM Powerglide transmission is a tried and true gearbox for the track with its simplicity and toughness. The fact that the two speed gearbox only has to shift once down the track has made it a favorite with drivers. Gatlin and crew have taken this favorite slushbox to another level with their built in-house custom parts. We caught up with the very busy Gatlin as the crew was getting ready for the next racing season, to find out how ATF builds their very popular high horsepower stage 4 Powerglides.

"It all starts with reverse engineering," says Gatlin. The first step is measuring every dimension of the stock part and entering it into a 3D CAD program.
Where The Build Starts
Gatlin explained that the whole process of developing a new component, whether it is a single part or a complete assembly, “It all starts with reverse engineering. You have to take the original part and draw it out to size. I do all my work in a software program called Solidworks which gives us a complete picture of the part.” In using the 3D CAD software, Gatlin is able to produce 3D geometry that can be processed into machining specifications that can be sent directly to CNC machinery. The process allows Gatlin to produce and track the redesigned part from 3D geometry to the finished product without the potential for errors.

Gatlin draws all of his high performance parts, from turbo mounts to internal transmission parts, in a CAD program to evaluate them before ever making a prototype.
With the 3D geometry entered into the CAD program, Gatlin has an exact idea of how much material is needed for the part, which helps with purchasing the right amount of material. While measuring and entering the data into the CAD program may seem labor intensive, it actually helps the process by keeping the parts being manufactured at very tight tolerances while keeping the material inventory at an exact level. What that means to the customer is, “very high caliber components at a midrange price tag,” says Gatlin.
From Computer To Prototype
Once a part has been reverse engineered, Gatlin evaluates the component in computer simulation. Gatlin says “having the ability to draw the part in the CAD program and then draw a high performance part, or what I think a high performance part should look like, gives me the chance to see how they all fit together. I have every part that comes in a Powerglide drawn in the CAD program. Clips, retainers, springs, I’ve drawn them all. From there I can do a sectional view of the transmission and see how all the parts lay together.” This gives Gatlin a chance to “electronically install” his high performance part in the transmission in the CAD program to see all of the tolerances and fitment of the part to ensure that it will all work together as an assembly.

Once the CAD-drawn part is checked for detail and fitment, Gatlin makes a prototype in ABS plastic of the new part.
If he’s satisfied with the computer views and simulations, Gatlin makes a prototype of the part in ABS plastic. Unlike several other types of modeling like wax modeling, ABS plastic provides a higher degree of detail. It can even be sanded, milled or painted. Having the capability of this type of modeling gives ATF the ability to catch errors or make design changes before an actual part is ever manufactured. The prototyped part is fitted and checked with the existing parts which shows any areas where additional engineering or milling work needs to done. After checking every aspect of the prototype, Gatlin orders the material to manufacture the part.
There is a point where Gatlin orders aftermarket parts instead of making his own. “I’m not looking to make something like transmission cases when there is enough of them out there already. As long as they meet our quality control checks, we’ll buy those type aftermarket parts. But other internal parts, where there is a chance to improve upon the stock or aftermarket parts, we’ll go through the design process and build our own.” Gatlin added, ” The Powerglide is pretty much our claim to fame, so we make pretty much everything for that transmission.”
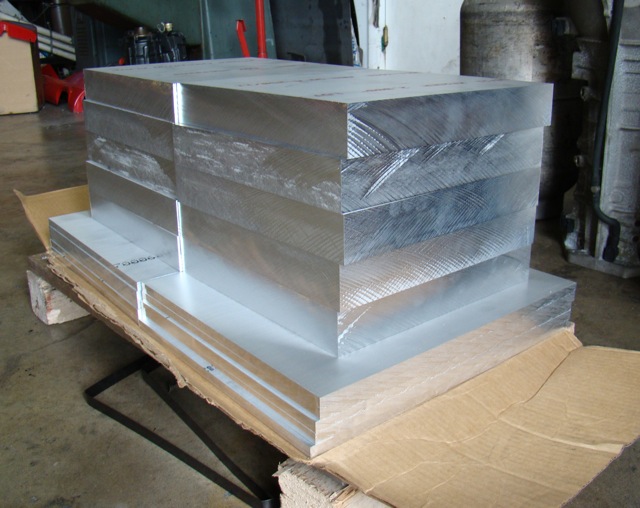
When the bulk material arrives at the shop, the ATF crew swings into gear making new high performance parts.
From Plastic to High Performance Part
The materials are ordered based on which stage of transmission is being made. Each stage is rated by horsepower input to the transmission and higher horsepower increases the likelihood of more exotic materials being used or more friction and steel disks being used in the clutch pack assemblies. Gatlin illustrated that point by saying, “The more power that we go through, the larger diameter things are going to get, as far as shafts and that type of components.” In generic terms, higher horsepower requirements demand larger material blanks to manufacture the parts from.

When the raw material is delivered to the shop it is immediately sent to the band saw for sizing, then separated for individual component machining.
When the material is sorted, the machining begins. Plugging in the data from the CAD program, the HAAS machining centers or HAAS CNC lathes get to work machining the parts. The CNC machining center is capable of machine flywheels, flexplates, engine plates, engine brackets, valve bodies, valve body plates, drums, pistons and many other items. CNC machining is a complex process where the machine is programmed and then the material (usually a solid block of aluminum or steel) is secured to the table inside the machine. The machine’s table and cutting head move while the cutting head carves the part from the material. The cutting head can hold a multitude of interchangeable cutting tools. The tools are selected according to the instructions programmed into the machine. On the right side of the table is a 4th axis. This can be used to cut splines or rotation of a part while machining. CNC machining is extremely precise and can repeatedly produce identical parts within very tight tolerances of quality control.
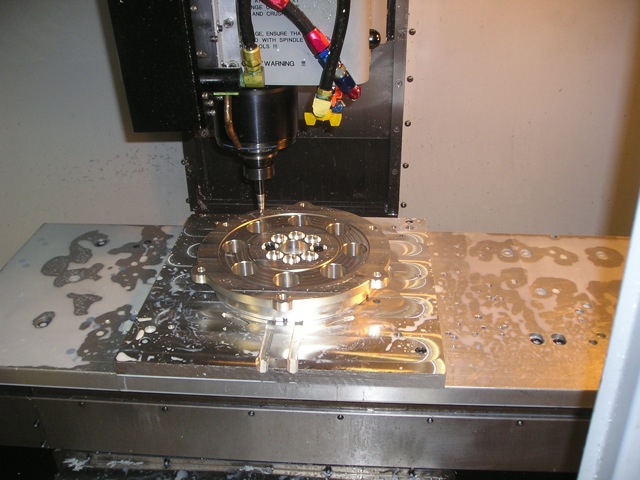
ATF's CNC machining center is capable of making many of the precision components used in the high performance transmissions. ATF also uses the machine to manufacture specialized engine components and brackets.
ATF’s other computer controlled workhorse is the HAAS CNC Lathe which is used to machine valves, shafts, bushings, pistons and any object that is round. The material is spun with the spindle and the tools are used to profile the outside diameter. After all machining is completed, the part is cut off and caught in the parts catcher.

After all machining in the CNC lathe is completed, the part is cut off and caught in the parts catcher.
Valve Body
Gatlin is very particular about the valve bodies that he installs in his transmissions. According to Gatlin, “The valve body is the brains of the entire transmission. Our valve bodies are all made in house on CNC machines, as are our separator plates. We’ve tried a lot of different configurations and dyno tested every type of valve body on the market. We’ve found something that works and we’ve stuck to it. We believe we have the best one available.” All of the ATF transbrake Powerglides get the same valve body. Gatlin explained that the operating pressure may be different but the valve bodies are all the Pro-Tree valve design. “If someone is drag racing, they want the best competitive edge. Instead of having multiple programs for different levels stored in the machines, we just give them the best. That’s what they want anyway,” said Gatlin.
A valve body gets ready for dyno testing.
The valve bodies are run on a special valve body dyno and the unit is hydraulically checked. The valve body dyno uses a hydraulic pump to simulate the pressure and flow inside the transmission. When testing the valve body on the dyno, ATF verifies that it will shift properly and deliver the correct pressures that the transmission requires. Quick pressure build up on the gauges and no visual leaks from the valve body are just a few of the quality checks that Gatlin and crew perform before the valve body can be installed onto the transmission. Initially, the body is pressured with 100 psi and the circuit is tested to see how much pressure is in the system. “This lets us check the integrity of the transmission. If we apply 100 psi to the system and only 80 psi is in the circuit, we have a 20 psi leak. We would have to find that leak and repair it before it ever gets installed into the transmission,” says Gatlin.
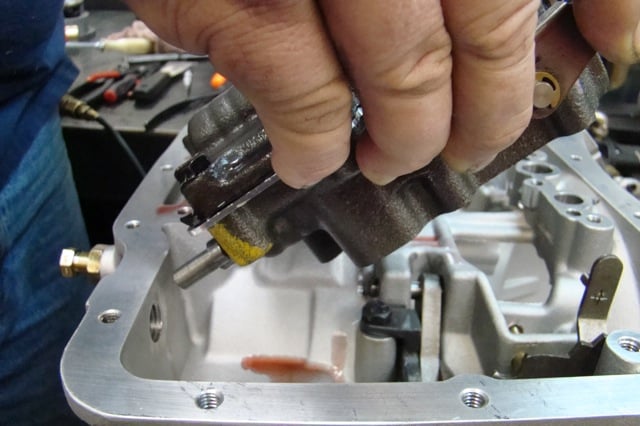
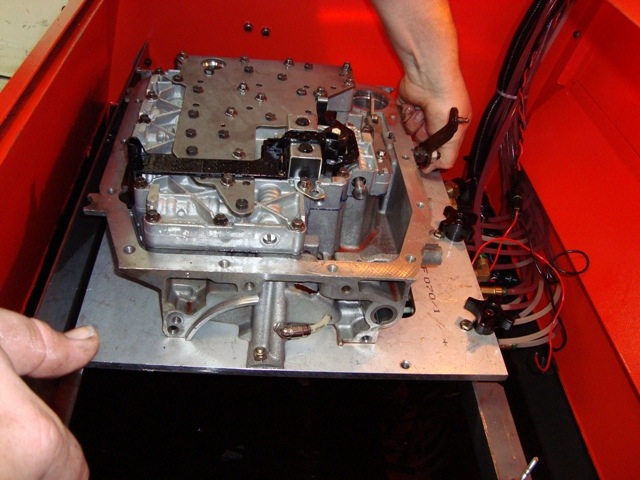
Gatlin builds every Powerglide transmission the same way; from the bottom up.
Building the Transmission
“We always start by doing what I call a ‘pre-assembly’,” says Gatlin. “I put the stack up on the drum and the piston, before I install the lip seal, all the steels and clutches and the snap ring to make sure it stacks up correctly. We do this dry stack up on the high speed drum and reverse clutches down at the bottom just to make sure that all the clearances are correct,” Gatlin added. In doing a pre-assembly, the crew at ATF can check if any additional machining needs to be done and a complete cleaning of the transmission case can be performed removing any machining shavings before final assembly.
When the clearances are entirely correct throughout the transmission, Gatlin begins the assembly. “In our ‘clean room’, we assemble everything in groups and lay the sub-assemblies out for final assembly,” says Gatlin. For the drum assembly, Gatlin installs the lip seals on the piston, puts the springs in and the snap ring on and then assembles the steels and clutches in the housing.

Machining an orifice for for higher performance.
Once the sub-assemblies are laid out, Gatlin begins the final assembly from the bottom up. “It’s much easier to make sure you have all your bases covered with the assembly if you have a procedure. I always work from the bottom up without skipping a step so that I know every piece is installed” he explained.
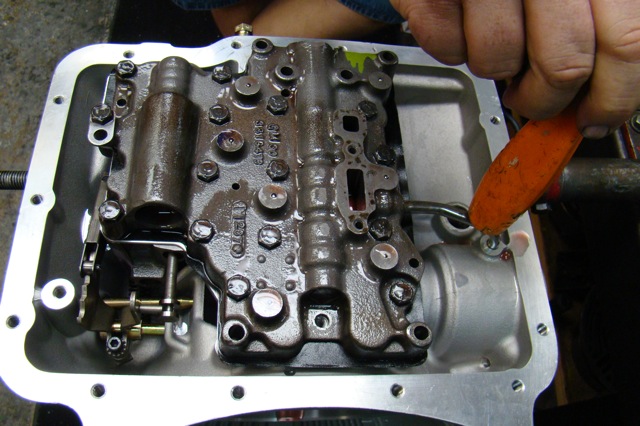
The valve body completed assembly.
Finishing and Checking
When everything internally is installed in the transmission case, the transmission is turned over and the valve body and shift lever are installed. “When we get the transmission completed, we perform an air test on it. That lets us know that everything is operating within specs. We air test each passage which lets us know if the high gear clutch applies, the reverse gear clutch applies, and that there are no leaks,” said Gatlin. After the air test, the tail housing and transmission oil pan is installed and the entire assembly goes to the chassis dyno for final testing and shipping to the customer.
Our Camaro’s Transmission
Our Camaro will be fitted with different powerplants throughout its life as a project vehicle, so we wanted a one shot transmission that would fit behind any motor that we could shoehorn into the engine bay. The ATF Powerglide Stage IV High Horsepower transmission fit the bill perfectly. Rated up to 2,5oo horsepower, this two speed Powerglide could handle anything that we would try to throw at it.
Features of the ATF Stage IV High Horsepower Powerglide:
- ATF Profiled, SFI Approved, J.W. Performance Transmissions Bellhousing
- ATF Prepped, SFI Approved, J.W. Performance Transmissions Case and Roller Tailhouse.
- Deep Aluminum Pan and Filter.
- 9310 Chromemoly 1.80 straight cut gear set and output
- 300M Turbo spline input shaft.
- Heavy duty (larger than stock) ATF-designed Stator Tube.
- New Teflon high gear drum bushing.
- 10 pack high gear drum.
- 10 clutch billet steel hub.
- Heavy duty adjusting pin.
- Dual ring billet servo piston.
- ATF billet servo covers.
- ATF dyno tested fluid release transbrake valve body.
- ATF modified front pump for more fluid transfer at low RPM.
- New Red friction band.
- New Red friction clutches.
- New steels.
Gatlin explained that transmissions with a higher horsepower rating generally have larger diameter internal components. A good example of how ATF accomplishes this is in their improved stator tube. The ATF stator tube is larger and can handle a higher horsepower engine or an engine with power adders by using stronger materials in a larger diameter and thicker walls in the tube.

The evolution of ATF's stator tube from a material blank on the left to the completed product on the right.

ATF's billet pump for Powerglides with stator tube installed.
Torque Converter
Torque converters don’t always get the attention that the rest of the drivetrain does, until something goes wrong. Once you’ve mounted a monster motor with a couple of turbos in the chassis, you can find out pretty quick that a strong converter is a really good thing. “Strength is actually a side benefit of the new ATF converter,” says Gatlin. “The real trick part about our race converters is that they help multiply the engine’s torque output. Also, higher stall speeds allow the engine to rev up into its powerband. For example, on a five speed manual equipped vehicle, it’s the equivalent of holding the clutch pedal to the floor while applying the accelerator pedal to get the RPM’s up, then releasing the clutch pedal. A properly spec’d and built torque converter makes all the difference in the world for an automatic transmission equipped vehicle,” he added.

"CNC stator fins, precision cut on a CNC machine, help tighten up tolerances and efficiency," according to Gatlin.
Gatlin says that ATF is able to manufacture a stronger converter because they CNC all the individual components rather than fabricate them. “We use custom stators cut out of billet aluminum on CNC machines where a lot of other manufacturers build their stators out of fabricated steel parts that are made by hand and tig welded together. It’s impossible to get all the fins equal when you make each one by hand. With the CNC machine, all fins are created equal,” states Gatlin.
It’s clear that the ATF crew is proud of their level of precision. To illustrate that point, Gatlin said; “We try to get the converters to lock up as tight as we can and be as efficient as possible. The only way to accomplish that is to tighten up all of the tolerances from the end of the turbine blade tip to the stator blade tip. If you want a convertor that is a little looser for an all-motor car, you open up the gap a little bit but either way, precision is the key to making a great converter.”

Internal view of ATF's CNC machined torque converter.
Ballooning is a term you hear often in torque converters. We asked Gatlin what is ballooning and how ATF combats that problem in torque converters on cars with serious power adders; “Ballooning is outer case of the torque converter flexing. If you take a torque converter and lay it on a table and measure the height of the converter off of the table, that it’s static measurement. Now add 200 psi to the converter and remeasure the height. If it has gotten taller, the difference of the measurement is how much ballooning has taken place. A lot of companies will add plates to the case to make the metal a lot thicker or reinforce it. Because we are machining out our cases on the CNC machines, we are already making our cases thicker, so we don’t have to weld in plates or things to support the case.”
Gatlin went on to explain that with the levels of power being made these days, “Not only do people need a transmission that can handle it, they need a torque converter that can deal with the incredible amount of torque.” In the case of our project car, we took the advice of Gatlin and went with a custom ATF torque converter with a stall speed of 4,500 RPM. This would get us higher up into the powerband of our motor and get us off the line quicker. You can read the project car update when we installed the ATF High Horsepower Stage IV Transmission and Custom Torque Converter by clicking here.
Moving Forward
With our ATF transmission and torque converter installed, we are moving forward to the next stage of building our project car for the track. We appreciate the time that Jason Gatlin spent with us explaining the ins and outs of the ATF method of building a bullet-proof Powerglide. Stay tuned as we get one step closer to completion and plumb the fuel system and get our cooling system upgraded with a sweet new trick water pump and radiator. For those that love electrical systems, our Camaro will be re-wired for speed from nose to tail, and you won’t want to miss that one.












